




服務熱線
13191699610
產品時間:2019-01-15 17:35
簡要描述:
山西直插式液壓快速接頭生產廠家快連速接專業經營直插式液壓快速接頭,我廠多年來,狠抓生產管理,確保產品經久耐用。山西直插式液壓快速接頭基本說明:快速接頭的工作壓力,...
快連速接專業經營直插式液壓快速接頭, 我廠多年來,狠抓生產管理,確保產品經久耐用。
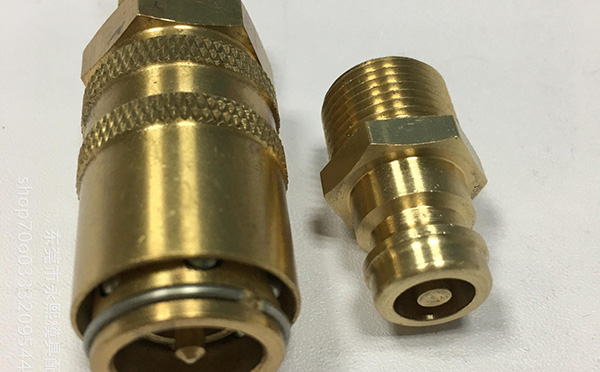
快速接頭的工作壓力,如在規格表中沒有說明,則1/2’’-4’’管接頭應額定最小150psi,6’’額定最小75psi和150psi。內螺6’’額定150psi的管接頭應使用兩個以上凸輪臂(camarms)。采購文件上應指明所有6’’管接頭的工作壓力是75psi或150psi。拉桿式快速接頭分公頭和母頭。公頭呈弧形配合塞入母頭,母頭底端有墊片。依靠提拉或按壓位于母頭兩側的把手(小規格的只有一側有把手)將公頭擠壓固定在墊片上,形成密封。卡箍連接真空絕熱插拔式管路快速接頭已在國外液氫,液氧,液氮等管路系統中廣泛應用。側如美國著名的CVI公司已成批生產各種尺寸系列的這種管路接頭供用戶選購。該公司為美國肯尼迪航天中心設計制造的一部分低溫管路也采用了這種型式的連接。F型快速接頭簡介:F型快速接頭是一個公頭,它兩邊沒有拉耳,所以它一般是和有拉耳的母頭配套使用,這樣才能達到快速拆卸安裝的效果,所以它的一頭是直接和有拉耳的母頭直接卡的,而另一頭則是外螺紋連接。

請不要用于快速流體接頭以外的用途。
鋼制、鐵制快速接頭不要使用水、乙二醇系列的介質。表面涂鋅層會溶解。
主要用于半導體、氟樹脂半導體生產設備裝置。主體材質應采用抗腐蝕性的金屬或注模成形的氟樹脂(PFA)的全樹脂制品。
管制螺紋的外螺紋請使用特氟龍密封膠帶。
不要使用帶裂縫的軟管,防止造成泄漏或脫落。
快速接頭里ludecke和史陶比爾的東西有啥區別?
他們都是一家的,ludecke是史陶比爾的子品牌,他們家的接頭還是不錯的,屬于接頭界的勞斯萊斯
三相四線大電流快速接頭
低壓電纜頭制作安裝施工方案1.范圍本工藝標準適用于0.6/1kV以下的室內聚氯乙烯絕緣、聚氯乙烯護套、電力電纜中間接頭的制作安裝。2.施工準備2.1 材料要求:2.1.1 電纜熱縮管中間接頭熱縮管銅直接材料必須符合設計要求,并具備產品出廠合格證。2.1.2 熱縮管應分黃、綠、紅、黑四色。2.1.3 地線采用裸銅軟線,截面120號電纜以下16mm2、150號以上 25mm2表面應清潔,無斷股現象。2.2 主要機具:2.2.1 制作和安裝機具:壓線鉗、鋼鋸、扳手、鋼銼。 2.2.2 測試器具:鋼卷尺、搖表、萬用表。 2.3 施工條件:2.3.1 電氣設備安裝完畢,室內空氣干燥。 2.3.2 電纜敷設并整理完畢,核對無誤。2.3.3 現場具有足夠照度的照明和較寬敞的操作場地。3.操作工藝3.1 工藝流程:搖測電纜絕緣 → 剝電纜鎧甲→ 剝電纜銅芯→ 套直接 →壓緊→對接另一端壓緊 →爛中間接頭熱縮管→鎧甲對接(軟銅線)→燒外接熱縮管3.2 低壓電纜中間接制作工藝:3.2.1中心變站前井蓋是圓井蓋,井里有一米多的積水,電纜粗井蓋小,如果在井口接好再放下去根本放不下去的。在站內電纜溝對接、對站內電器沒影響、站內電纜溝沒積水,接效果會更好。3.2.2根據原電纜用相同材質的等徑套管連接。3.2.3壓接前套上足夠長的熱縮管(即1KV四芯中間接頭)3.2.4剝開電纜絕緣層皮,剝開電纜銅芯,應將電纜銅芯多余的鋸掉些、并用銼刀磨平。不夠長時把有余量的那頭拉過來點,壓接時兩芯線應碰上,套管內部不能空著,每側壓三次以上。3.2.5對好各相序,每相的接頭應相對相錯開接,用壓鉗壓牢固,再用防水膠布來回包上兩次,套上各相間第一個絕緣熱縮管套管,用噴火從中間向兩邊慢慢均勻烤至熱縮。3.2.6剝開電纜外殼金屬接地鎧甲,用新的金屬接地鎧甲(或者軟銅)恢復原接地屏蔽。3.2.7過數分鐘后,等各相間第一絕緣套管冷卻后,套上外套絕緣套管,用噴火從中間向兩邊慢慢均勻烤至熱縮。3.2.8選用1000V搖表,對電纜進行搖測,絕緣電阻應在標準的電阻以下。 3.2.9電纜搖測完畢后,應將各相間芯線分別對地放電。4.質量標準4.1 保證項目:電纜中間接頭的制作安裝應符合規范規定,絕緣電阻合格,。5.成品保護5.1 加強保衛措施,防止電纜丟失或損壞。5.2 電纜中間接頭制作完畢以后,不得亂放,以防損傷成品。5.3 在電纜頭附近用火時,應注意將電纜頭保護好,防止將電纜頭燒壞或烤傷。6.應注意的質量問題6.1 防止電纜芯線與銅直接壓接不緊固。銅直接與芯線截面必須配套,壓接時模具規格與芯線規格一致,壓接數量不得小于二道。6.2 防止電纜芯線傷損:用電纜刀或電工刀剝皮時,不宜用力過大,最好電纜絕緣外皮不完全切透,里層電纜皮應撕下,防止損傷芯線。
上一篇:河南方形三通快速接頭廠家
下一篇:貴州鎖緊式快速接頭圖集
衡水快連速接機械有限公司
地址: 電話:13191699610 郵箱:

關注我們